
| PV1-F Photovoltaic Cable Wire | ||
| Voltage: | 600/1000V AC,1000/1800V DC | |
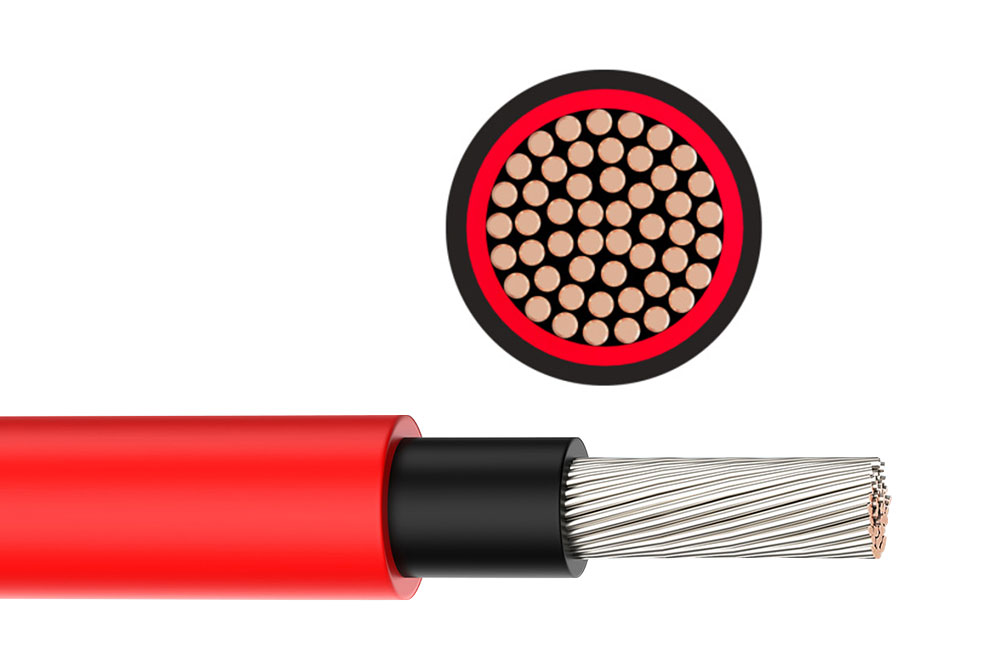
| Structure: | Conductor | Tinned Copper |
| Insulation | Polyolefin copolymer electron-beam cross-linkd | |
| Jacket | Polyolefin coploymer electron-beam cross-linkd | |
| Feature | Solar Cable | |
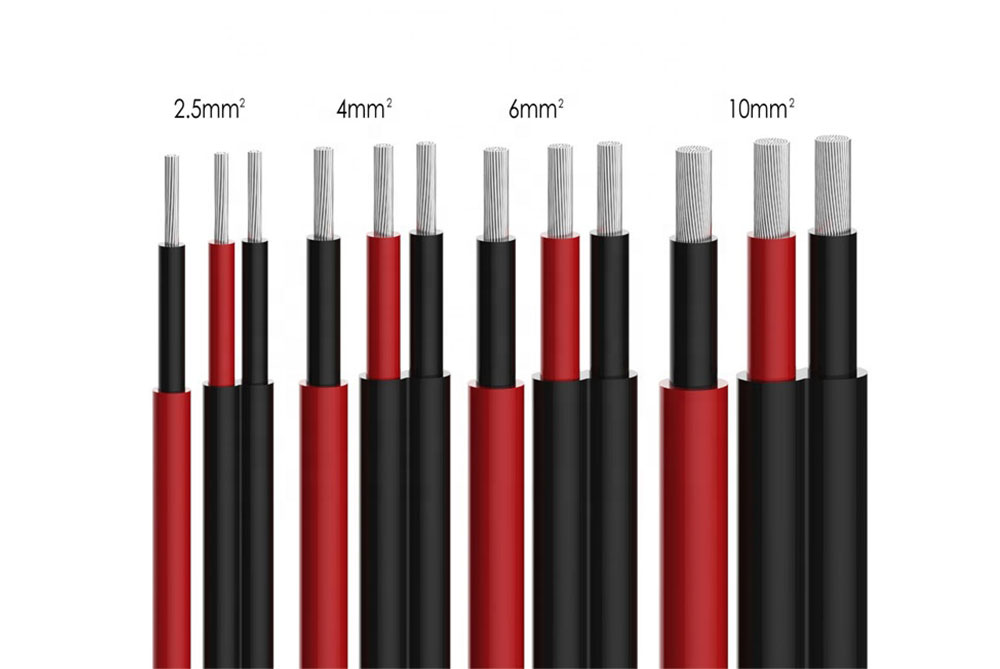
PV-F Solar Cable is used in photovoltaic power generation and solar system. Use to interconnect between photovoltaic(PV) panels and from panels to the inverter. The size from 1.5 mm2 to 120 mm2 ,suitable for outdoor extreme environments, such as ozone resistance, acid and alkali resistance, salt spray resistance and environmental climate requirements.
Photovoltaic cable is a special cable that used on solar photovoltaic module systems。Has Flame retardant, Weather/UV-resistant, Ozone-resistant, Good notch and abrasion resistance, and has a long service life.
Conforms toTUV-IEC62930(Ed.1)
Conductor : Class 5 Tinned Copper Conductor Conforms to IEC 60228 (IEC 60227 standard) , DIN VDE 0295, or EN 50525.
Insulation: Polyolefin copolymer electron-beam cross-linkd
Sheath: Polyolefin coploymer electron-beam cross-linkd
Sheath Colour : Black, Red, Blue, Brown and Grey available on request.
Nominal voltage: U0/U=600/1000V AC,1000/1800V DC
Test voltage: 6500V,50HZ,5min
Temperature Rating: -45℃ up to +125℃ -40 F up to +257F
Ambient Temperature 25 years(TUV): -40℃ up to +90℃ -40 F up to +194F
Max. Short circuit temperature: 280℃,+536 F
Bending radius: fixed installation>4×Φ Occasionally moved>5×Φ
| Rated Voltage | No.of CORES | specification | conductor structure | outer diameter of conductor(mm) | insulation thickness(mm) | Sheath thickness(mm) | reference outer diameter (mm) |
reference weight (kg/km) |
DC RESISTANCE (OHM/KM) | Test voltage(KV/min) | Maximum allowable pulling force of conductor(N) |
| 0.6/1KV | 1 | 1×1.5 | 30/0.25 | 1.56 | 0.6 | 0.6 | 3.1 | 28.32 | 12.1 | 6.5/5 | 105 |
| 1 | 1×2.5 | 49/0.25 | 2.02 | 0.6 | 0.6 | 4 | 39.12 | 7.41 | 6.5/5 | 175 | |
| 1 | 1×4 | 56/0.30 | 2.56 | 0.8 | 0.7 | 5.1 | 63.13 | 4.61 | 6.5/5 | 280 | |
| 1 | 1×6 | 84/0.30 | 3.54 | 0.8 | 0.7 | 7.1 | 87.81 | 3.08 | 6.5/5 | 420 | |
| 1 | 1×10 | 84/0.40 | 4.56 | 0.8 | 0.7 | 9.1 | 128.38 | 1.83 | 6.5/5 | 700 | |
| 1 | 1×16 | 119/0.40 | 5.67 | 0.8 | 0.9 | 11.3 | 194.75 | 1.15 | 6.5/5 | 1120 | |
| 1 | 1×25 | 189/0.40 | 7.1 | 1 | 1 | 14.2 | 300.22 | 0.727 | 6.5/5 | 1750 | |
| 1 | 1×35 | 259/0.40 | 8.4 | 1 | 1 | 16.8 | 391.13 | 0.524 | 6.5/5 | 2450 |
We are based in Henan, China, start from 2012,sell to Domestic Market(70.00%), Mid East(11.00%), South America(10.00%), Africa(3.00%), North America(2.00%), Southeast Asia(2.00%), Eastern Asia(00.00%), South Asia(00.00%). There are total about 101-200 people in our office.
Always a pre-production sample before mass production; Always final Inspection before shipment.
Wire, Cable
We have twenty years of experience in design and development
Accepted Delivery Terms: FOB,CFR,CIF,EXW;
Accepted Payment Currency: USD,EUR;
Accepted Payment Type: T/T,L/C,Money Gram,Western Union;
Language Spoken: English,Chinese,French
Most quotes are returned within 24 hours
The test is divided into routine test, sample test and type test
Tests carried out by the manufacturer on all manufactured lengths of the finished cable,To check whether all cables meet the specified requirements.
The test item is the finished cable voltage test
Tests carried out by the manufacturer on the finished cable or on certain components taken from the finished cable at a specified frequency to check whether the cable meets the specified requirements
Sampling test items: Conductor DC resistance, structural inspection, insulation thickness measurement, lining thickness measurement, metal shielding layer size measurement, armor layer size measurement, isolation sleeve thickness measurement, sheath thickness measurement, insulation thermal extension test, sheath thermal extension test
Tests carried out on normal commercial principles on cables prior to supply to demonstrate satisfactory performance under the conditions of intended use
Type test items:In addition to all items of routine tests and sampling tests, it also includes: 4h voltage test of finished cable, insulation resistance test, insulation mechanical and physical property test (tension before aging, tension after air oven aging, heat shrinkage, low temperature winding, low temperature tension elongation, low temperature impact, damp heat test, acid and alkali resistance test), sheath mechanical and physical properties test (tensile strength before aging, tensile strength after air oven aging, heat shrinkage, low temperature winding, low temperature tensile, low temperature impact, damp heat test, acid resistance Alkali test, ozone resistance test, salt spray test, artificial climate aging test), single cable flame retardant test, cable bundle flame retardant test, cable fire resistance test, cable non-metallic material halogen-free determination, cable smoke density test, insulation and Sheath material temperature index evaluation.
1、The purpose of the performance acceptance test is to verify whether all the performance of the contract products meet the requirements
2、The location of the performance acceptance test is the purchaser’s site
3、The performance acceptance test shall be carried out within 6 months after the 168-hour full load trial operation of the product, and the specific test time shall be determined by both parties through negotiation.
4、Installation of measuring points, primary components and local instruments required for performance acceptance test shall be provided by the supplier and cooperated by the demander. The supplier shall also provide the technical cooperation and personnel cooperation required for the test.
5、Content of performance acceptance test
In accordance with supplier quality assurance and test requirements.
6、Criteria for performance acceptance test
In accordance with supplier's quality assurance and test requirements.
7、The performance acceptance test shall be conducted by the demander and participated by the supplier. The test program shall be provided by the demander and determined after discussion with the supplier. The specific test shall be completed by the testing department approved by both parties.
8、 Confirmation of performance acceptance test results
The performance acceptance test report shall be prepared by the testing unit, and the conclusions of the report shall be accepted by both parties. If there is any disagreement between the two parties on the results of the test, the two parties shall settle it through negotiation. If no agreement can be reached, it shall be submitted to the superior departments of both parties for negotiation.
9、When a performance acceptance test is conducted, if a party fails to send personnel to participate in the test after receiving the test notice from the other party, it shall be deemed to have agreed to the acceptance test results.
Refer to the "Interim Provisions on Quality Supervision of Large Electric Power Equipment" and "Working Regulations of the General Representative Group in Large Electric Power Equipment Manufacturing Plants" issued by the former Ministry of Electric Power Industry and the Ministry of Machinery Industry.
Refer to DL/T 586-2008 "Technical Guidelines for Equipment Manufacturing Supervision"
GB/T 50319-2013 "Code for Supervision of Construction Projects", GB/T 19000-2016/ISO 9000:2015 "Quality Management and Quality Assurance" standards.
Relevant business terms and technical agreements in the equipment purchase contract signed between the user and the manufacturer, including legally binding documents, letters, correspondence, etc.
Product equipment drawings confirmed by the user and the manufacturer and modification notice issued by the design unit.
National standards, industry standards, and enterprise standards involved in technical documents and design drawings (subject to the latest version). If the standards used in technical documents and design drawings are inconsistent with each other, national standards, industry standards, and enterprise standards will be used in the derivation order.
When the design drawings are inconsistent with the quoted standards, the requirements in the standards shall prevail in principle, except for those with special requirements for parts and components.
Document witness, on-site witness and shutdown pending inspection, namely R point, W point, H point
After each manufacturing supervision content is completed, the supplier and the manufacturing supervision representative will complete the signature procedures on the witness form. The supplier shall submit one copy to the demander's manufacturing supervision representative
Point R: The supplier only needs to provide inspection or test records or report items, that is, document witness
Point W: Inspection or test items attended by the buyer’s supervision representative, that is, on-site witness
Point H: The supplier stops work at this point to wait for inspection or testing by the demander's manufacturing supervision representative, that is, the supplier stops work pending inspection.
After receiving the witness notice, the demander shall promptly send representatives to the supplier's inspection or testing site to participate in on-site witnessing or stop work pending inspection. If the representative of the demand side cannot attend on time, point W can be automatically converted to point R. However, if point H does not receive written notification from the demand side and agrees to be converted to point R, the supplier will not move to the next process on its own and agree with the demand side to change the witness time. . If the buyer still cannot participate on time after the change, point H will be automatically converted to point R.
3.1The supplier has the obligation to cooperate with the demander's supervision and provide relevant information in a timely manner without incurring any costs.
3.2The supplier provides work and life convenience to the demand-side manufacturing supervision representatives
3.3The supplier shall notify the demander's manufacturing supervision representative of the equipment manufacturing supervision items and time before witnessing on-site or suspending work for inspection.
3.4The demander's manufacturing supervision representative has the right to check (borrow) technical data related to the contract manufacturing supervision equipment. If the demander considers that it is necessary to copy and archive it, the supplier should provide convenience.
3.5The supplier shall provide the inspection and test records and reports to the supervision representative of the demander after the witness.


